- » Антропология
- » Археология
- » Архитектура
- » Астрономия
- » Библиотековедение
- » Биология
- » Биотехнологии
- » Ботаника
- » Ветеринария
- » Военные науки
- » География
- » Геология
- » Журналистика
- » За горизонтом современной науки
- » Зоология
- » Информационные технологии
- » Искусствоведение
- » История
- » Культурология
- » Лингвистика
- » Литература
- » Маркетинг
- » Математика
- » Машиностроение
- » Медицина
- » Менеджмент
- » Методика преподавания
- » Музыковедение
- » Нанотехнологии
- » Науки о Земле
- » Образование
- » Оптика
- » Педагогика
- » Политология
- » Правоведение
- » Психология
- » Регионоведение
- » Религиоведение
- » Сельское хозяйство
- » Социология
- » Спорт
- » Строительство
- » Телекоммуникации
- » Техника
- » Туризм
- » Управление и организация
- » Управление инновациями
- » Фармацевтика
- » Физика
- » Физическая культура
- » Филология
- » Философия
- » Химия
- » Экология
- » Экономика
- » Электроника
- » Электротехника
- » Юриспруденция
Разделы: Машиностроение
Размещена 10.07.2018. Последняя правка: 13.07.2018.
Просмотров - 3645
Механические процессы фрезерования титановых сплавов: обзор литературы
Козлов Сергей Вадимович
Сибирский государственный университет науки и технологий имени академи-ка М.Ф. Решетнева
Аспирант
Филиппов Юрий Александрович, доктор технических наук, профессор ФГБОУ ВО «Сибирский государственный университет науки и технологий имени академика М.Ф. Решетнева», кафедра «Технология машиностроения»
УДК 67.05
1. Введение
Основное применение титана и его сплавов в авиаракетной промышленности. Титан широко используется в таких индустриях как автомобильная, судостроительная, химическая, металлургическая, медицина, военная и пищевая промышленность [9].
Быстрое продвижение применения титана в последние несколько десятилетий сопровождалось резким ростом его производства. Таким образом, производство титановых сплавов не только непрерывно расширяется, но и совершенствуется.
Так, например, сущность одного из изобретений, авторы которого Брайан Дэвид Дж. (US), Мантион Джон В. (US), Тома Жан-Филипп, состоит в создании способа изготовления титановых сплавов, имеющих крупнозернистую, мелкозернистую, очень мелкозернистую или сверх мелкозернистую микроструктуру, Для этого способа не требуются многократные повторные нагревания, он допускает использование повышенных скоростей деформации, сокращает время, необходимое для обработки, и/или освобождает от необходимости использования специализированного ковочного оборудования [8], [10].
Основным источником растущей популярности титана являются его превосходные свойства, такие как высокая прочность на сжатие и растяжение, низкая плотность, высокая усталостная прочность в воздухе и морской воде и исключительная устойчивость к коррозии [4].
Титан и его сплавы устойчивы к солнечной радиации, не требуют специальной защиты от воздействия природных условий, сохраняют прочностные свойства до сравнительно высоких температур, например, по сравнению с рабочими температурами алюминиевых сплавов.
Известно, что некоторые титановые сплавы могут применяться при температуре до 600-650 °С, вместе с тем есть титановые сплавы, которые работают в условиях криогенных температур, вплоть до температуры жидкого водорода.
Наконец, сравнительно небольшая плотность в сочетании с довольно высокими прочностными характеристикам и обеспечивает титановым сплавам более высокую удельную прочность в широком интервале температур по сравнению со сталями, алюминиевыми сплавами и жаропрочными никелевыми сплавами. Это обстоятельство является решающим фактором, определяющим предпочтительность применения титана и его сплавов в авиационной и аэрокосмической технике [3].
Однако, титан был классифицирован как материал, тяжело подвергающийся механической обработке. Технический титан характеризуется самой низкой теплопроводностью, меньшей по сравнению с никелем, железом, алюминием и медью соответственно в 4;5;14 и 25 раз [2].
Низкая теплопроводность титановых сплавов приводит к высоким температурам резания. Небольшая часть вырабатываемого тепла отводится вместе со стружкой. По сравнению с другими металлами, при обработке титана высокий процент тепла передается на инструмент. Нагревание инструмента в зоне резания вызывает снижение его стойкости и изменение размеров [1], [5].
Поэтому, при механической обработке титана обычно сталкиваются с проблемой высокого процента износа инструмента, высокой себестоимости механической обработки, и низкой производительностью. Важна необходимость рентабельных процессов применимых к титану при механической обработке.
Решение данной задачи позволит снизить себестоимость и повысить конкурентное преимущество продукции.
2. Важные аспекты при фрезеровании титана
2.1 Сила и мощность резания
При механической обработке заготовки резанием, необходимо удалить определенный слой металла и преодолеть его сопротивление — силу резания. При черновом фрезеровании, когда с заготовки снимают слой металла в несколько миллиметров, сила резания увеличивается, а при чистовом фрезеровании она уменьшается в десятки раз. Следовательно, при выборе фрез, проектировании приспособлений и станков обязательно учитывают тип обработки и силу резания.
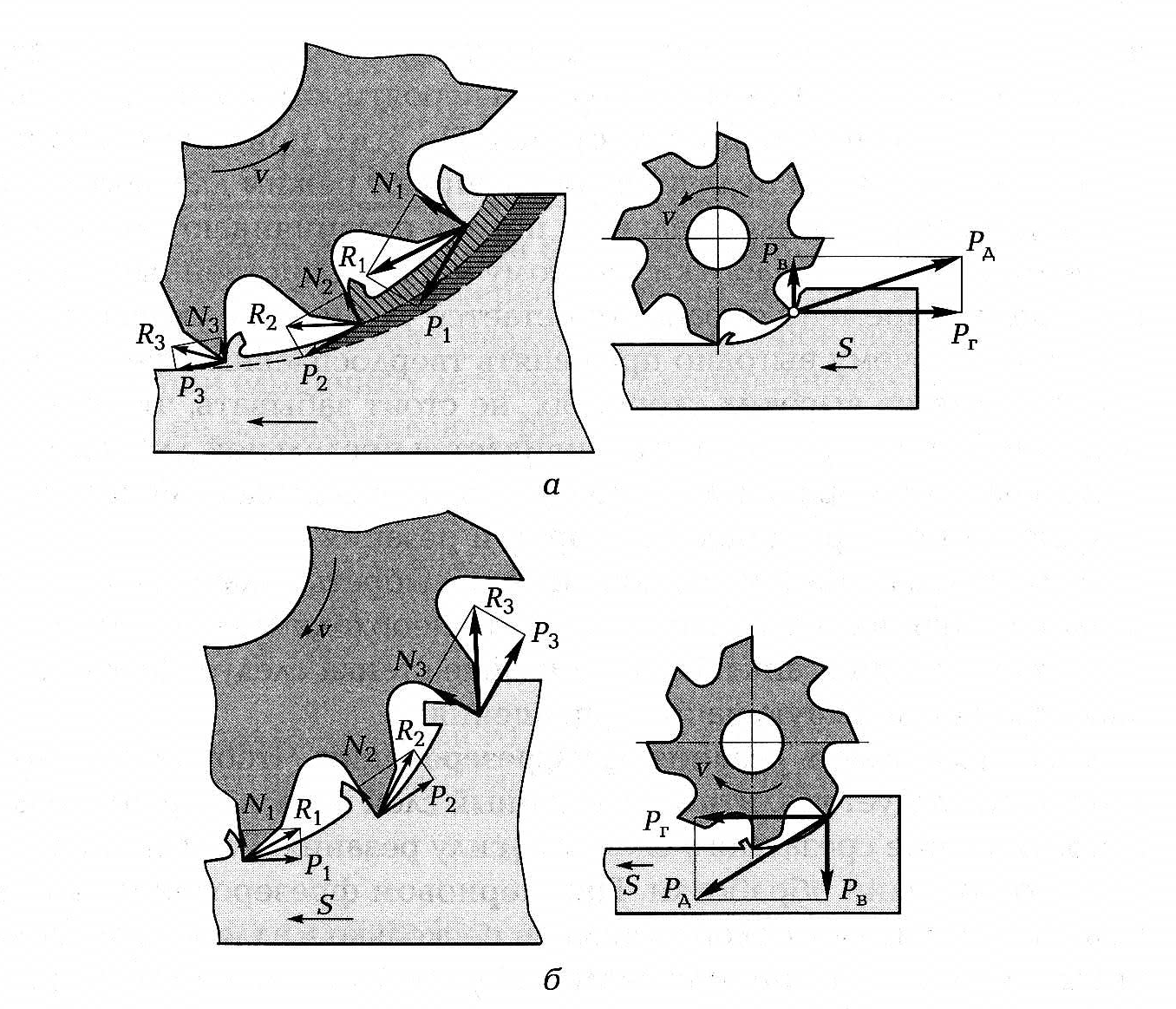
Надо обратить внимание, какие силы действуют на инструмент в процессе фрезерования. На рисунке показаны схемы работы цилиндрической фрезы при встречном(а) и попутном фрезеровании(б).
Во-первых, каждую из сил, действующих на зуб фрезы (R1, R2, R3 ...), можно разложить на две составляющие: одну, направленную к центру фрезы, — радиальную (N1, N2, N3 ...) и вторую, направленную перпендикулярно ей, — окружную силу (P1, Р2, Р3 ....). Известно, что силы P1, Р2, Р3 ... препятствуют вращению фрезы, а силы N1, N2, N3... отталкивают фрезу от обрабатываемой детали.
Во-вторых, если в работе одновременно находится несколько зубьев фрезы, то для ее вращения нужно приложить некоторую силу, равную геометрической сумме окружных сил, действующих на отдельные зубья. Эту суммарную окружную силу можно обозначить через Р.
Следует подчеркнуть, что мощность фрезерования, или эффективную мощность Nэ (Вт) можно определить, зная величину силы Р и скорость резания v.
Мощность фрезерования - это мощность, расходуемая непосредственно на процесс резания и равная произведению окружной силы на скорость резания, т. е.
Nэ = Pv,
где Р — окружная сила (Н); v — скорость резания (м/с).
Надо помнить, что мощность двигателя затрачивается не только на процесс резания, но и на приведение в движение механизмов станка, поэтому
NД = NЭƞ
где NД — мощность электродвигателя станка (Вт); ƞ— КПД станка.
Нужно иметь ввиду, что кроме вращения фрезы — главного движения, имеется еще и движение стола — подача, которому противодействует сила РД, равная по величине силе Р, но обратная по направлению. Если разложить силу РД на составляющие — горизонтальную РГ и вертикальную РВ, при сравнении схем можно увидеть, что при встречном фрезеровании фреза стремится оторвать заготовку от стола станка, а при попутном фрезеровании она прижимает заготовку к столу и стремится сдвинуть ее в направлении подачи.
Следовательно, фреза влияет на движение стола, и, действительно, сила подачи при попутном фрезеровании меньше на 20... 30 %, чем при встречном, из-за действия силы РВ. При попутном фрезеровании она прижимает заготовку к столу и увеличивает трение в направляющих, при этом под действием силы РГ стол станка то тормозится, то стремится подвинуться вперед (в направлении подачи), и эти явления чередуются по мере врезания очередного зуба фрезы в заготовку.
Рассмотренные силы действуют при работе цилиндрической фрезы с прямыми зубьями. На практике очень широко применяют фрезы с винтовыми зубьями, которые более плавно врезаются в металл, и фреза работает равномернее [5].
2.2 Температура резания
Особо высокие значения температур резания наблюдаются при обработке титана и жаропрочных сплавов. Наиболее сильное влияние на температуру оказывает скорость резания, при этом с увеличением скорости температура вначале быстро возрастает и далее асимптотически стремится к предельному значению, которое примерно равно температуре плавления обрабатываемого материала [7]. Переход тепла от режущего инструмента к заготовке зависит от теплофизических свойств обоих материалов. Из-за плохой теплопроводности титана, большая часть тепла, генерируемого при фрезеровании титана, будет поглощаться инструментом. Высокая температура резания одна из причин быстрого износа инструмента [1].
В современном производстве деталей из титана предъявляют повышенные требования как к производительности, так и к точности и качеству поверхности. Этим требованиям удовлетворяет высокоскоростное резание. Благодаря высоким скоростям и малой силовой нагрузке в зоне контакта заготовки и инструмента, происходит перераспределение тепловых потоков между заготовкой, стружкой и инструментом. При малых сечениях среза, снимаемых с высокой скоростью резания, и соответственно при высоких оборотах шпинделя и высокой минутной подаче основная масса тепла концентрируется в стружке и не успевает переходить в заготовку [2].
2.3 Износ инструмента и срок службы инструмента
При фрезеровании происходит износ инструмента, при износе изменяется геометрия инструмента и форма режущей кромки, увеличивается сила резания и ухудшается качество обработки. С увеличением заднего угла уменьшается трение инструмента об обрабатываемый металл [5].
Стружку титана можно легко приварить к режущим кромкам инструмента, особенно, когда начинается износ инструмента. При обработке титана износ инструмента быстро прогрессирует из-за высокой температуры резания и сильной адгезии между инструментом и заготовкой. А высокие напряжения, возникающие на режущей кромке инструмента, могут вызывать пластическую деформацию и / или ускорять износ инструмента. Серьезный износ инструмента является основной причиной высокой стоимости обработки титана. Скорость резания должна быть достаточно низкой, чтобы избежать слишком короткого срока службы инструмента [1].
Известно, чтобы повысить качество обрабатываемой поверхности и продлить срок службы инструмента, необходимо уменьшать площадь контакта заготовки из титана и фрезы. Ширина обрабатываемой поверхности при черновом фрезеровании торцовыми фрезами не должна превышать (0,44÷0,6) Dфр мм, где Dфр — диаметр фрезы. При этом должно осуществляться несимметричное фрезерование при попутной схеме (по подаче) с тем, чтобы толщина среза на выходе зуба была минимальной [4].
Есть основания полагать, что стойкость инструмента при высокоскоростной обработке повышается при использовании обдува. Этот эффект наблюдался при сравнении способов охлаждения в опыте, проведенном специалистами фирмы Delcam plc в области высокоскоростной обработки.
Так как тепло концентрируется в стружке, ее необходимо быстро удалить из зоны резания. При циклических термических нагрузках на режущую кромку инструмента во время охлаждения происходит ее выкрашивание. Постоянная тепловая нагрузка, даже на относительно высоких температурах, лучше, чем меняющаяся циклическая нагрузка [2].
В настоящее время для изготовления деталей из титана и его сплавов при высокоскоростной обработке используют твердосплавный инструмент (твердые сплавы на основе карбида вольфрама WC). Другой тенденцией развития технологии высокоскоростного резания титановых сплавов является широкое внедрение наноструктурированных покрытий на твердосплавный инструмент.
2.4 Качество обработанной поверхности
Когда говорят о качестве обработанной поверхности, обычно подразумевают под ним шероховатость поверхности, хотя это не совсем правильно. Качество обработанной поверхности характеризуется не только ее шероховатостью, но и качеством поверхностного слоя. При обработке резанием изменяется не только микрогеометрия поверхности детали, но и структура поверхностного слоя, его механические свойства [5].
Под действием режущего инструмента обрабатываемый металл в тонком поверхностном слое получает наклеп — упрочнение. Деформация поверхностного слоя происходит при высоких температурах и давлениях [1].
Для уменьшения шероховатости обработанной поверхности желательно работать со скоростью резания выше 500 м/ мин., следует уменьшать подачу, углы в плане, увеличивать радиус закругления вершины зуба фрезы или радиус (диаметр) цилиндрической фрезы [5].
При фрезеровании не удается получить идеально гладкую поверхность даже при очень маленьких подачах. Под действием режущего инструмента металл в зоне резания пластически деформируется — сжимается в направлении скорости резания и расширяется в стороны, происходит усадка металла, уходящего в стружку, размеры стружки увеличиваются по сравнению с размерами сечения среза.
Имеется и еще одна важная причина, вызывающая увеличение неровностей на обработанной поверхности. Это неровности режущей кромки. При малых подачах при работе инструментами с закругленной вершиной или с вспомогательным углом в плане, равным нулю, неровности режущей кромки копируются на обработанной поверхности; поэтому при чистовом фрезеровании нужно обращать особое внимание на качество заточки и доводки режущих кромок фрез [5].
Согласно исследованиям по оптимальному числу зубьев фрезы при чистовой обработке различных материалов, является число зубьев близкое к пяти. Критерием оценки принимали параметр шероховатости поверхности и величину отжатия [6].
Титан, как правило, используется для большой надежности и сопротивления износа, и поэтому высокое качество поверхности необходимо поддерживать. Высокая шероховатость поверхности может привести к сильному износу, катастрофической усталости и низкой способности противостоять коррозии [9].
2.5 Тип стружки
Предложенная И. А. Тиме классификация типов стружек, образующихся при резании различных материалов, используется по настоящее время. Согласно этой классификации, при резании конструкционных материалов в любых условиях образуются четыре вида стружек: элементная, суставчатая, сливная и надлома. Элементную, суставчатую и сливную стружку называют стружками сдвига, так как их образование связано с напряжениями сдвига. Стружку надлома иногда называют стружкой отрыва, так как ее образование связано с растягивающими напряжениями.
Стружка при резании большинства сплавов имеет выраженное суставчатое или элементное строение. В отличие от резания углеродистых и легированных конструкционных сталей суставчатая стружка при резании титановых сплавов по мере повышения скорости резания переходит в элементную стружку. Из-за суставчатого и элементного строения при высоких скоростях резания наблюдается не укорочение, а удлинение стружки по сравнению с длиной срезаемого слоя, и коэффициент усадки стружки становится меньше единицы.
При встречном фрезеровании титана стружка имеет максимальную толщину в конце среза. При попутном — максимальную толщину в начале среза. При фрезеровании периферией фреза «подминает» под себя заготовку, создавая толстую стружку на входе для максимального поглощения тепла и тонкую стружку на выходе для предотвращения налипания стружки.
Толщина стружки имеет важное значение. Если занизить толщину стружки можно получить низкую производительность и стойкость тоже. Если завысить, то можно получить высокую нагрузку на инструмент и его поломку [1].
3. Заключение
При проведенном обзоре литературы в заключение можно сказать, что для эффективной обработки титана рекомендуется сохранять малую площадь контакта заготовки и фрезы, применять фрезы с большим количеством зубьев и с большим дополнительным задним углом, следить за остротой режущей кромки. Для отвода выделяющегося при фрезеровании тепла надо использовать смазочно-охлаждающие жидкости или обдув.
При обработке титана предпочтительным является попутное фрезерование, так как при врезании образуется толстая стружка для максимального поглощения тепла, а на выходе – тонкая.
1. Бобров В. Ф. Основы теории резания металлов. – М.: Машиностроение, 1975. – 344 с. 2. К. Виттингтон, В. Власов «Высокоскоростная механообработка». Журнал «САПР и графика». 11/2002. 3. Ильин А.А., Колачёв Б.А., Полькин И.С. Титановые сплавы. Состав, структура, свойства, Справочник. – М.: ВИЛС-МАТИ, 2009. – 520 с.: ил. 4. Кривоухов В. А. Обработка резанием титановых сплавов / В. А. Кривоухов, А. Д. Чубаров. М «Машиностроение», 1970. – 180с. 5.Кувшинский В. В. Фрезерование. – М., «Машиностроение», 1977. – 240 с. 6. Куприянов В. А. Мелкоразмерный инструмент для резания труднообрабатываемых материалов – М.: Машиностроение, –1989. – 136с. 7. Лоладзе, Т. Н. Прочность и износостойкость режущего инструмента – М.: Машиностроение, 1982. – 320 с., ил. 8. Тома Жан-Филипп (US), Способы обработки сплавов титана: Автореф. – Россия, 2017. – 74 с. 9. Чечулин Б.Б. Титановые сплавы в машиностроении – М: Машиностроение, 1977. – 248 с. 10. Патент РФ № 0002637446, 04.12.2017. Брайан Дэвид Дж. (US), Мантион Джон В. (US), Тома Жан-Филипп (US), Способы обработки сплавов титана // Патент России № 2015128288. 2013.Бюл. № 03
Рецензии:
10.07.2018, 10:48 Феофанов Александр Николаевич
Рецензия: БРАЙАН Дэвид Дж. (US) , МАНТИОН Джон В. (US) , ТОМА Жан-Филипп (US) эти авторы издали монографию в 2017 году, а на них ссылок нет,просьба доработать анализ литературы. После полного анализа возможна публикация в журнале. Сегодня на дворе 2018 год, а год анализируемой литературы заканчивается 2002, были работы выполненные и в МВТУ им. Баумана Н.Э.
С Уважением проф. Феофанов А.Н.
Уважаемый Александр Николаевич! Спасибо Вам за рецензию моей статьи. Замечания учтены, статья будет доработана.
10.07.2018, 16:40 Феофанов Александр Николаевич
Рецензия: Титановые сплавы важны и в повседневной жизни человека: например автор не упомянул что многие протезы применяемые в медицинских учреждениях изготовлены именно из сплавов титана. Замечания по статье: - Не хватает в аннотации, буквально в двух словах, об уникальных свойствах титана и изделий из него для полного восприятия, но это больше пожелание, а не критическое замечание и остается на усмотрение автора. - В статье очень не хватает приведенных справочных данный по титановым сплавам, без них статья напоминает конспект лекций, что подчеркнуто фразой: «По справочникам режимов резания». - «Нужно иметь ввиду, что кроме вращения фрезы — главного движения, имеется еще и движение стола — подача (Рисунок), которому…» - убрать слово в скобках если нет внятного поясняющего изображения. - «…при резании титановых сплавов по мере повышения скорости резания переходит не в сливную, а в элементную стружку.» - а как может образовываться сливная стружка при фрезеровании? – исправьте этот казус.
Уважаемый Александр Николаевич! Статья с учетом Ваших замечаний мною доработана. С уважением, Козлов С.
12.07.2018, 17:44 Петрухин Геннадий Михайлович
Рецензия: Тема статьи актуальна ввиду расширяющегося применения титана и титановых сплавов в различных отраслях машиностроения и медицине. Однако, автору статьи необходимо провести редакторскую правку материала статьи. Например, трудно понять фразы -"Качество поверхности характеризуется не только ее шероховатостью, но и качеством поверхностного слоя" или "Ввиду того, что заготовка не поможет получить тепло, произведенное механической обработкой, на режущей кромке инструмента температура края легко достигается 1000ºC". После редакторской правки статья может быть рекомендована к публикации.
Уважаемый Геннадий Михайлович! Спасибо Вам за рецензию, статью отредактировал.
Комментарии пользователей:
Оставить комментарий
|
E-mail: sci@sci-article.ru
©2013-2023 Электронный периодический научный журнал SCI-ARTICLE.RU Любое использование размещённых на сайте журнала статей и материалов возможно только с обязательной активной ссылкой на сайт журнала «SCI-ARTICLE.RU».
|
Вверх